
摘要
磨削加工应用广泛,是机器零件精密加工的主要方法之一。随着工业的发展,对机器零件的精度要求越来越高。传统磨床操作繁琐,精度难以保证,已无法满足用户的需求。近几年来数控磨床发展迅速,其以操作简便,精度高得到广大用户的青睐。
本文主要介绍MX2H系列PLC在数控磨床控制中的应用,控制系统主要是MX2H系列PLC驱动伺服系统对磨床的精确控制,在控制精度和稳定性上得到设备生产厂商以及最终用户的认可。
MX2H系列PLC
亚洲城游戏登录入口技术有限公司生产的MX2H系列PLC(晶体管型)自带两路独立的高速脉冲输出,最高输出频率可达100KHz。另外可扩展2路高速输出模块MX2H -2PG,支持2路200KHz的独立高速输出,最多可扩展10个I/O模块、8个特殊功能模块,能实现多轴控制。拥有丰富的运动控制指令集,高速脉冲输出(PLSY)、带加减速高速脉冲输出(PLSR)、原点回归(DZRN)、相对位置控制(DDRVI)、绝对位置控制(DDRVA)、中断定位控制(DDVIT)、可变速脉冲输出指令(PLSV)、手动脉冲输出指令(HPRC),使程序编写更加简单,功能更加强大。支持双相高速计数,25KHz×1通道+5KHz×2通道,可连接光栅尺、手轮等。MX2H-4AD模块的端子布局如图1所示。
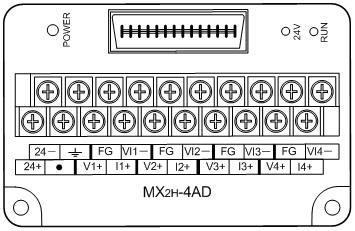
图1 MX2H-4AD模块端子布局示意图
流程控制
数控磨床控制示意图:
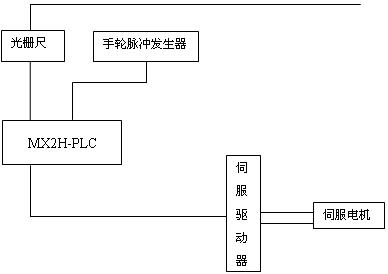
图2 数控磨床控制示意图
数控磨床控制流程:
主要控制对象鞍座的前后进给和主轴的上下进给,都为伺服电机驱动。主要控制流程分为平面削和沟槽磨削。平面磨削时,鞍座前后进给完一个流程,主轴进给一次,直至主轴进给次数完成,鞍座和主轴回到起始位置,等待下一次磨削开始;沟槽磨削时,沟槽内磨削同平面磨削,磨削完一个沟槽,主轴抬起至零点,鞍座进给一个间隙,继续执行下一个沟槽的磨削,直至所有沟槽磨削成,鞍座和主轴回到起始位置,等待下一次磨削。
程序平面磨削顺序功能图如下:
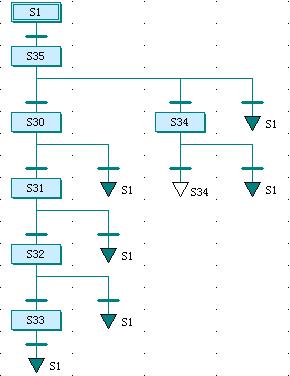
图3 平面磨削顺序功能图
S1初始态;S35主轴和鞍座回零点,无需人工对零点,可实现自动回零点,提高工件的加工效率;S30主轴粗磨进给,范围内可以任意设定进给量和进给次数,满足不同用户的需求;S31主轴精磨进给;S32主轴光磨进给;S33主轴和鞍座回到初始位置,方便用户取下磨好的工件,然后放置需要磨削的工件;S34鞍座的进给控制,范围内任意设定单次进给量和进给总量,满足不同用户的需求,提高生产效率。
工艺对进给精度的要求较高,所以采用PLC驱动伺服系统再加装光栅尺的全闭环控制系统,控制精度可达3μm以内,满足客户的需求。MX2H系列PLC有手轮脉冲输出指令,使手轮控制更加方便、自如。
手轮脉冲输出指令如图:

图4 手轮脉冲输出指令
响应速度快,输出脉冲数准确,编程方便,本机自带指令,无需扩展运动控制模块,节省成本。
结束语
通过MX2H系列PLC在数控磨床上的成功应用,充分体现出MX2H系列PLC的优异性能以及出色的运动控制能力,为数控磨床的发展做出了贡献。
下载附件MX PLC在磨床中的应用

